VOC Concentrator
Taikisha USA Inc. offers VOC Concentrators for air pollution control on paint booth exhausts.
VOC Concentrator
The VOC Concentrator is an activated carbon or zeolite adsorption system designed to capture and destroy volatile organic compounds (VOCs) and hazardous air pollutants (HAPs) from industrial process exhausts.
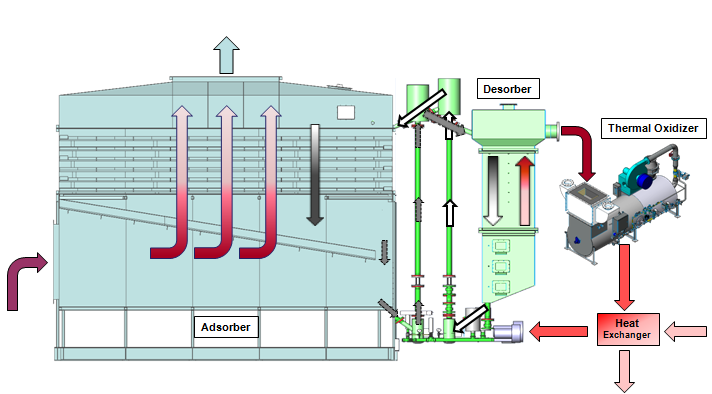
A concentrator system consists of three main phases: Adsorbing, where the VOCs are captured; Desorbing, where the VOCs are heated and released; and thermal oxidation, where the VOCs are destroyed. The Adsorber and Desorber skid are show at right or below.

VOC Concentrator Operation
A VOC Concentrator system consists of three main pieces of equipment and three primary process steps:
- Adsorption: Exhaust air from manufacturing or industrial processes carrying VOCs & HAPs is propelled through trays containing small carbon beads; the pollutants and emissions are captured (adsorbed) by the activated carbon beads.
- Desorption: The VOC-laden "spent" carbon is pneumatically transferred to the Desorption Tower where it is heated to ~400$deg;F and the VOCs are released into a small volume air stream.
- Thermal Oxidizer: The small volume air stream with concentrated VOCs is sent to a thermal oxidizer where the concentrated VOCs are decomposed at temperatures of ~1450°F.
A heat exchanger is used to recovery waste heat from the thermal oxidizer and heat the fresh air coming in to the desorber. An optional heat exchanger can be used to use the incinerator's waste heat to warm the air coming into the oxidizer, making the thermal oxidizer into a recuperative thermal oxidizer.

Adsorption & Desorption Towers
The largest equipment pieces of the VOC Concentrator system, the Adsorption and Desorption towers house the activated carbon beads
Reduced-size Thermal Oxidizer
The key feature of the VOC Concentrator technology is a smaller thermal oxidizer, saving energy costs.
Stainless Steel Perforated Trays
Every VOC Concentrator comes with 304-SS trays in the Adsorber and Desorber to hold the BAC.

Activated Carbon Beads
The key ingredient, a specially-designed, synthetic carbon adsorbent manufactured specifically for use in VOC Concentrator systems worldwide.

Reduced footprint & floor loading
The VOC Concentrator system is considerably lighter and smaller than competing RTOs.
Only a small number of moving parts
Compared to an RTO or Rotor, the VOC Concentrator system reduces the number of moving parts so there's fewer things to break.

Reduced Energy Use
Up to 80% reduction in natural gas usage, when compared to an RTO, and up to 65% reduction in electricity, depending on inlet conditions.

Reduced CO2 and NOX Emissions
Up to 80% reduction in CO2 emissions from the thermal oxidizer burner. An ultra-low NOX burner controller is available also.
Reduced Capital Costs
A VOC Concentrator or Rotor Concentrator system needs a smaller thermal oxidizer than a traditional RTO or Regenerative Catalytic Oxidizer (RCO). A smaller thermal oxidizer costs less, reducing the required capital investment and saving you money upfront.
Increased Reliability
No shutting down production due to a faulty RTO valve or broken rotor wheel. Fewer moving parts means more up time.

Easy Maintenance
With VOC Concentrator, maintenance is simple and easy. Change out carbon once per year and annual burner calibrations are all that's needed.

Common Spare Parts
The pressure drop through an VOC Concentrator system is less than an RTO or Rotor, so the fan motor is smalled and more likely to be available in a typical spare part inventory.

Manufacturing or Industrial Process Exhausts with VOC Emissions
VOC Concentrator systems are used in the paint booth, coatings, semiconductor, electronics, materials, food processing, furniture, printing, and solvent recovery industries.

Medium-to-Large Air Volumes
VOC Concentrator carbon concentrator systems have been installed to treat exhaust volumes from 10,000 cfm (16,990 m3/hr) to 100,000+ cfm (169,900 m3/hr). VOC Concentrator can treat any larger volume of air using a combination of multiple Adsorber units.

Low-to-Medium VOC Concentrations
VOC Concentrator units are ideal for VOC concentrations in the 50-200 ppm (as solvent) range. For a 40,000 cfm system, this equates to ~10 lbs/hr to ~50 lbs/hr of VOC emissions.

Exhausts containing VOCs & HAPs
Our VOC Concentrator system works best for industrial exhausts containing airborne & gaseous organic solvents, VOCs, HAPs, and other volatile organics. Inorganic waste gases such as H2S, ammonia, and acid gases are a better fit for a gas scrubber.
Our VOC Concentrator system works best for industrial exhausts containing airborne & gaseous organic solvents, VOCs, HAPs, and other volatile organics. Inorganic waste gases such as H2S, ammonia, and acid gases are a better fit for a gas scrubber.

Avoid these situations
VOC Concentrator doesn't work with exhaust temps above 120°F, exhausts containing alcohols with low boiling points or long-chain organics with high boiling points. Customers should also avoid non-volatiles and compounds prone to polymerization or joining reactions with other exhaust chemicals.

Inlet relative humidity < 60% RH
If the inlet humidity is too high, the water vapor molecules will occupy the carbon pore sites that are meant for VOCs, and the capture efficiency for VOCs will decrease.

Max Inlet Temperature of 100°F
If the inlet temperature for adsorption is above 100°F, then the VOC molecules have too much kinetic energy and they are less likely to adsorb onto the activated carbon beads. Keeping the inlet adsorb temps below 100°F ensures a DRE above 95%.

Filtration of 99% or Greater
The activated carbon beads require multi-stage filtration to 99% of greater particle removal. Typically a series of 3 filter banks are used to achieve the required filtration.

Destruction Removal Efficiency of 95%
Solvent & VOC destruction and removal efficiencies of 95% or high are possible, depending on the combination of solvent types and their inlet concentrations.

Concentration Ratios of 10:1 to 1000:1
Unlike a traditional rotor concentrator that is limited to a 20:1 concentration ratio, the VOC Concentrator system and achieve concentration ratios in the hundreds if air is used as the desorption flow gas or the thousands if pure nitrogen is used as the desorption flow gas.

Energy use reductions up to 80%
When replacing a large RTO system, an VOC Concentrator system can offer a reduction in energy usage up to 90%, depending on the size of the equipment. One customer successfully achieved an 80% reduction in energy usage when switching from a 100,000 cfm RTO system to a 100,000 cfm dual-Adsorber VOC Concentrator system at their Alabama plant.
Frequently Asked Questions
About VOC Concentrator
.jpg)
Most batches of carbon last about one year, but it does vary some based on the solvent loading, total run time, and type of solvents, particularly the percentage high boiling point solvents.
Smaller VOC Concentrator systems can fit in a 25' x 25' area, but medium-to-large VOC Concentrators require a 30' x 30' area.
The VOC Concentrator system has been installed over 10 times since introduction at four different Fortune 500 companies.
Taikisha USA Inc. Offers
VOC Concentrator Service Packages

Turn-key Equipment Installation
Let Taikisha USA handle every aspect of your project from start-to-finish.

Monthly On-site
VOC Concentrator Assessments
Taikisha USA offers monthly, quarterly, and yearly VOC Concentrator health check assessments to evaluate performance, carbon life, and perform critical preventative maintenance tasks. Let the VOC Concentrator experts handle the maintenance for you.

Purchase New Beaded Activated Carbon
Ready to reactivate your beaded activated carbon or need to purchase new carbon? We're here to help with quick turnaround times.

Troubleshoot Equipment
Having a problem with your VOC Concentrator? Our VOC Concentrator experts and engineers are always available to help.

Pay-by-the-day consulting services
Need an VOC Concentrator expert to come to your plant location to help for the day? No problem. Our engineers are available to help out for a minimal daily fee.

Access to TKS Engineering Team
If you need help, advice, or expertise, the Taikisha Engineering team is always available to assist our VOC Concentrator customers.